介紹:
金屬激光焊利:用高能量的激光脈沖對材料進行小區域內的局部加熱,激光輻射的能量通過熱傳導向材料的內部擴散,將材料熔化后形成特定熔池,主要針對薄壁材料、精密零件的焊接,可實現點焊、對接焊、疊焊、密封焊等,深寬比高,焊縫寬度小,熱影響區小、變形小,焊接速度快,焊縫平整、美觀,焊后不用處理或只要單處理,焊縫質量高,無氣孔,焊接過程可控制,聚焦光點小,定位精度高,易實現自動化。
特點:
1、能量實時控制,波形多種設定,帶來精密焊接品質
2、高穩定度,高穩定性,24小時穩定運行
3、焊斑能量分布均勻,適合復雜焊縫,器件點焊
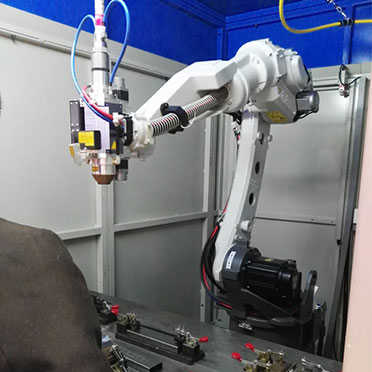
4、能實現焊接點、直線、圓等平面及異形圖形軌跡控制,焊接編程采用軌跡編程,操作簡單,焊接過程自動化,焊接程序可以修改,可設定操作與修改權限;
5、高的電光轉換效率、好的光束質量、少的維護成本,是現有的燈泵YAG激光器替代品
6、CCD監控系統、X/Y/Z/U工作臺、旋轉工作臺、自動化工裝夾具,提供完善的加工方案
適用行業:
應用于金屬傳感器、金屬外殼、水壺、金屬零件、汽車配件、航空航天、壓力容器、軍工、鈑金加工、冶金軋鋼、石油、機械、管材等的精密焊接
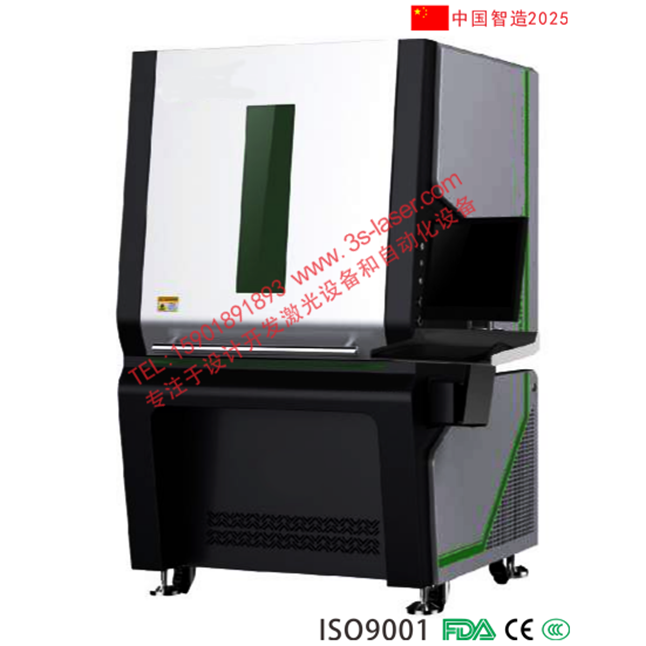
{"zh":"設備型號
SWF-1000/2000
激光功率
1000W/2000W/3000W(可定制)
激光波長
1064nm
最大脈沖能量
45j
控制方式
實時能量反饋PD監測
焊接深度
0.05-1mm
0.1-3.3mm
脈沖寬度
0.05-50ms(根據機型)
連擊頻率
0-5khz
冷卻方式
循環水冷
瞄準定位
CCD攝像定位
光纖長度
5m
","en":"Equipment model
SWF-1000/2000
laser power
1000W / 2000W / 3000W (customizable)
Laser wavelength
1064nm
Maximum pulse energy
45j
control mode
Real time energy feedback PD monitoring
Welding depth
0.05-1mm
0.1-3.3mm
pulse width
0.05-50ms (according to model)
Combo frequency
0-5khz
Cooling mode
Circulating water cooling
Aiming and positioning
CCD camera positioning
Fiber length
5m
"}
8321u03pfd|00004BA6|bds289496167_db|article|title3
8321u03pf8|00004BA6D256|bds289496167_db|article|title3|761563EF-60BC-4D6F-8CC6-5BCB6F498A56